-

在SINUMERIK 840D數控系統,利用用戶擴展接口的方法,開發嵌入式管理維護界面,介紹編制PLC程序,現場調試效果良好。 [詳情]
-

數控車床使用G90、G92、G94指令,使程序簡化了一些,但還有一類被稱為復合型車削固定循環指令,能使程序進一步得到簡化,使用這些復合型車削固定循環指令,能大大提高加工效率。外圓粗車循環G70、封閉切削循環G73、精加工循環G70加工外輪廓主要的應用最多,在數控編程加工過程中,應該正確選擇相關指令。 [詳情]
-

本文通過對數控編程Mastercam數控軟件自動生成程序特點的介紹,闡述FANUC數控銑床程序格式的異同,強調對:數控軟件編程后置處理進行二次開發方法,使用二次開發后新的文件來自動生成程序可直接應用于數控銑床上加工。 [詳情]
-

為了研制開發出具有自主知識產權的旋壓機床專用數控系統,使旋壓工藝與數控技術得到最有效的結合,本文對基于ARM嵌入式數控系統的數控軟件實現進行了研究,[詳情]
-
本文針對嵌入式數控系統中PLC的控制特點,提出了一種基于嵌入式數控系統的PLC模塊實現方法,給出了一種基于Linux操作系統的嵌入式PLC體系結構,并詳細分析了各系統模塊的功能,分析了基于MiniGUI的PLC程序編輯器的設計,提出了嵌入式PLC執行系統指令解釋器的實現方法。 [詳情]
-
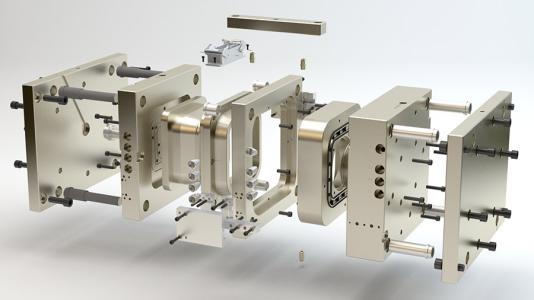
文章闡述了CAXA制造工程師對復雜零件的三維造型設計,生成加工軌跡和NC程序的過程。對于需用四軸數控機床加工的部分,用VERICUT仿真驗證、優化,有效地避免了加工前的過切、欠切,刀具與工件、機床、夾具碰撞等現象。最后將驗證的NC程序導入立式加工中心HNC-210B進行實體加工。 [詳情]
-

非圓零件因其與傳統的回轉體零件的特征差異,而使其加工有其特殊性,針對這種特殊性介紹了由工控機控制數控車削數控軟件控制系統。[詳情]
-

數控刀具的選擇和切削用量的確定是數控加工工藝的重要內容,它不僅影響數控機床的加工效率,而且直接影響加工質量。CAD/CAM技術的發展,使得在數控加工中直接利用CAD的設計數據成為可能,特別是微機與數控機床的聯結,使得設計、工藝規劃及編程的整個過程全部在計算機上完成成為可能。[詳情]
-
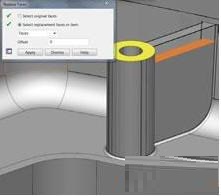
Delcam PowerSHAPE 2013提供了更完美的直接建模工具,具有更快的選取功能,更多的逆向工程功能,也更簡便,更靈活,更易于控制,可助您極大提高生產力。[詳情]
-

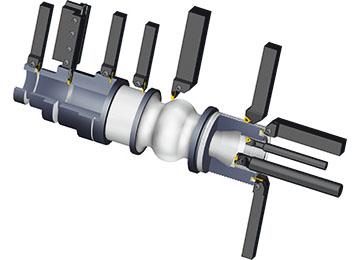
金屬切削刀具切削部分的結構要素、幾何角度與斧頭等刀具有許多共同的特征。如圖1,各種多齒刀具或復雜刀具,就其一個刀齒而言,都相當于一把斧頭的刀頭。現以熟悉的車刀為例說明刀具主要幾何角度。[詳情]
-

在CAM系統中,可以通過計算機來生成NC加工刀具運動軌跡,但要獲得數控機床能夠直接識別的程序代碼,還需要將得到的軌跡數據轉換成為機床的程序代碼,這個過程稱為后置處理。[詳情]
-

當今,PC數控系統結構主要利用Pc機作為軟硬件平臺,以通用操作系統實現弱實時任務,在總線上連接專用運動控制卡實現數控強實時任務,這種PC+運動控制卡為體系結構組件的數控系統其開放性在于運動控制器有適合PC機開發的軟件包,但運動控制器的生產并沒有國際統一的標準,開放程度仍然有局限性。[詳情]
-
本文介紹了用于多功能激光加工數控系統的軟件,它應用了DCOM設計技術,提高了系統的柔性和開放性,應用了基于遺傳基因算法的人工智能技術,實現了激光切割質量和效率綜合優化的激光切割軌跡的輔助設計。 [詳情]
-

在系統地闡述了數控系統的構成、模塊和任務的劃分、功能的確定、加工控制的數據流程、數控軟件結構的基礎上,介紹了一種基于LabVIEw平臺的上、下位機形式的數控系統的實現方法和途徑。 [詳情]
-
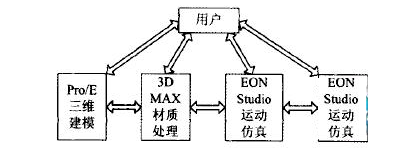
本文以LDB4數控機床刀架為例,搭建了可視化交互仿真系統的總體框架,闡述了在EON開發環境下實現虛擬裝配運動仿真的過程以及裝配路徑的規劃方式。以VC++6.0為集成工具,進行了系統界面設計,將各功能模塊進行了封裝,完成了虛擬裝配仿真系統的開發。 [詳情]



