-
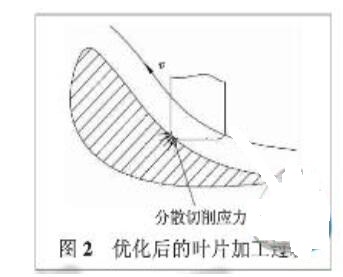
大涵道比渦扇發(fā)動機風扇葉片,在長度尺寸方面基本都達到了500mm以上,這種大型化的結構特點使其工作中承受的離心力和振動應力都非常大,因此也成為大型渦扇發(fā)動機上具有非常重要意義的零件.目前,很多渦扇發(fā)動機仍然采用技術比較成熟的鈦合金阻尼臺風扇葉片,這種葉片型面所呈現的狹長結構使其在盆背方向薄壁結構形式下的弱剛性特點更加突出.[詳情]
-

本文針對數控轉塔沖床的伺服沖壓技術發(fā)展趨向,通過對SVR伺服電機驅動主傳動專利技術、DECV閥技術的伺服液壓系統,以及有關轉盤模具庫與轉模專利新技術的介紹,使讀者進一步了解當前國內外伺服驅動主傳動式數控轉塔沖床的技術動態(tài)與進展,也對探知未來高性能板材沖壓加工設備的技術發(fā)展提供些許有益的參考。 [詳情]
-
本文以華中數控系統為控制軟件,對普通車床主軸單元進行數控系統設計,主要包括主軸數控化設計的總體方案擬定、變頻調速系統的設計、主軸PLC控制設計與主軸I/O開關量的設計,主軸數控系統設計后進行PLC調試,運行結果表明,車床主軸加工的穩(wěn)定性、準確性、快速性比普通車床有較大改善,主軸運行正常。 [詳情]
-

基于S7-300PLC和組態(tài)王軟件的汽車生產線控制系統
本文介紹基于S7-300PLC和組態(tài)王軟件的汽車生產線控制系統主要組成,重點是FL(;系統硬件配置及其組態(tài),監(jiān)控系統主要配置和監(jiān)控功能實現方法。 [詳情]
-

在介紹步進電機升降頻調速原理及快速精確定位方法的基礎上,提出了利用PLC的高速脈沖輸出實現步進電機位置控制功能的方法,給出了精確定位的控制方案及軟件實現方法。 [詳情]
-

本文簡要分析當前自動化裝配生產過程中存在的問題,設計出由可編程控制器(PLC)控制的多工位合件自動裝配機。介紹系統組成和裝Ji~5-藝過程,探討了系統硬件、軟件的設計方案和實現。通過人機界面,可實現整個系統的監(jiān)控管理、故障報警和生產統計分析。實踐證明,該裝配機可以完成不同型號產品的裝配,滿足生產需要。 [詳情]
-

隨著計算機技術的不斷發(fā)展,PLC控制技術也愈來越成熟。柔性加工系統屬于一種集成化的生產設備,是綜合了自動化控制技術、編程技術等為一體的加工系統。本文通過建立柔性制造系統,采用PLC的控制技術,探討了在硬件、軟件方面的設計研究。 [詳情]
-

文主要介紹了一種基于PLC控制的氣動機械手的工作原理及系統組成,并介紹了西門子S7-200與各元器件的連接。最后簡單分析了整個系統的工作流程及模擬實驗面板的介紹。 [詳情]
-
在工業(yè)控制中,可編程控制器PLC 得到了廣泛的應用。目前PLC與儀表的通信方式有很多種, 如RS232通信、RS422/485 通信、Profibus 通信等。詳細介紹了三菱Q 系列PLC 與固偉GPI-735A 安規(guī)測試儀通過RS232協議通訊的方法。 [詳情]
-

隨著數字信息技術和網絡技術的高速發(fā)展,人類正步入一個嶄新的后 PC 時代。這個時代的主要特點是嵌入式系統無處不在,并不斷地向科研生產及人類生活的各個方面滲透。而可編程控制器(PLC)對機床開關量信號進行控制時可靠性高,使用方便,在大多數數控機床,特別是經濟型數控機床中,要求的輸入輸出點數不多的情況下得到廣泛應用。在兼用PC 機系統資源的情況下,采用非實時多任務操作系統(如Windows)時,Win32 API 的設計可以滿足多控制點復雜的數控功能要求,但由于Windows 的分時性,沒有考慮到實時環(huán)境的開發(fā)用途,其系統調用的效率不高[詳情]
-

根據實驗室分揀系統的控制要求,精確的實現了機械手從圓點的下降、抓取、上升、右行、下降、釋放、上升、左行還原等一系列的動作,完成這一控制系統的實現和應用,設計了PLC 控制的梯形圖,并進行了實際接線調試,根據不同的設計要求和不同的需求改變數據和狀況,可以使其應用的范圍更加廣泛。 [詳情]
-

本文介紹了白車身機器人焊接生產線系統的組成,設計了白車身車門加工的工藝流程;以西門子S7—200為核心控制器設計了生產線的控制系統,并詳細地對PLC的選型,硬件的設計和軟件編制的流程進行了說明;給出了PLC的f/o接口圖和詳細的接線圖,編制r了PLC與機器人的通訊協議,對夾具體的自動識別技術原理進行了深入探討;以模塊化編程為基礎進行編程,實現了系統的穩(wěn)定性和可擴展性。 [詳情]
-

輪對磨合的全過程:將需磨合的輪對推到磨合機鋼軌面上—輸入輪對的軸號、壓裝日期、左右軸承的分類編號、代號一落下輪對(使軸承落在鋼軌外側的承載鞍上)—摩擦輪壓緊輪對內側—驅動輪對旋轉磨合軸承—計算機實施監(jiān)控—磨合完畢停止旋轉(打印檢測記錄)—收縮摩擦輪—頂升輪對—推出輪對。 [詳情]
-
配料過程在食品、化工、石油等行業(yè)中起著重要的作用。工業(yè)生產上的動態(tài)配料過程精度不易控制,自動控制系統性能直接決定了動態(tài)配料精度。本文開發(fā)了具有高精度控制的自動配料控制系統。本系統采用可編程控制器PLC實現自動控制,詳細講述了系統硬件設計方案和系統軟件設計方案。與此同時,介紹了PLC和上位機觸摸屏之間的通信參數設定及系統控制流程。經過多次工業(yè)試驗驗證,此PLC控制系統具有運行穩(wěn)定可靠、較高的控制精度、抗電磁干擾能力強等優(yōu)點。 [詳情]
-

簡易機械手在各類全自動和半自動生產線上應用得十分廣泛,主要用于零部件或成品在固定位置之間的移動,替代人工作業(yè),實現生產的自動化控制。本設計中的機械手采用上下升降加平面轉動式結構,各動作由plc控制電磁閥驅動氣動執(zhí)行元件完成,能十分方便的嵌入到各類工業(yè)生產線中。 [詳情]

升級")

