-

高速切削已成為現代制造技術的一個主要發展方向。由于高速切削刀具的開發與應用直接影響高速切削的加工效率和加工質量,因此具有非常重要的意義。[詳情]
-

鋁活塞環槽精切加工過程中利用刀具兩側的副后刀面對環槽兩側面的熨壓(或擠壓) 是提高環槽兩側表面粗糙度的重要措施。[詳情]
-

全自動影像測量儀,是在數字化影像測量儀(又名CNC影像儀、其特征請參閱三年前所作《淺談數字化與手搖影像測量儀的區別》一文,此處不再詳述)基礎上發展起來的人工智能型現代光學非接觸測量儀器。[詳情]
-

隨著汽車工業技術的不斷發展和進步,新材料、新工藝不斷涌現,在這些加工過程中選擇合適的切削液對于保證產品加工質量,提高加工效率,減少環境污染都是至關重要的。[詳情]
-
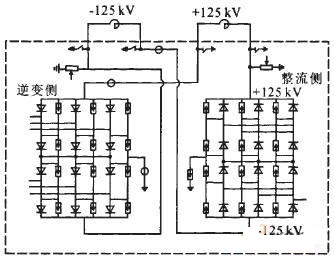
東北——華北聯網高嶺背靠背換流站工程(高嶺背靠背工程)是西電公司承擔的國家重點工程,其中晶閘管換流閥是高嶺背靠背工程換流站的核心設備,高嶺背靠背工程實現東北——華北電網的聯網,是西安西電電力整流器有限責任公司(西整公司)首次承擔制造的國內最大商業運行背靠背工程,是國內第一次獨立進行±125kV直流背靠背工程晶閘管換流閥的設計、制造、絕緣型式試驗、運行型式試驗和現場調試的工程。[詳情]
-

麻花鉆是耗損量最大的刀具之一。半封閉的切削環境和特殊的幾何結構,使其鉆削溫度高于相同條件下車削和銑削溫度,再加上鉆刃各處的切削速度、幾何參數都會發生變化,從而導致麻花鉆的使用壽命遠遠低于其它刀具,難以適應機床高速化和被加工材料高硬度化的趨勢。[詳情]
-

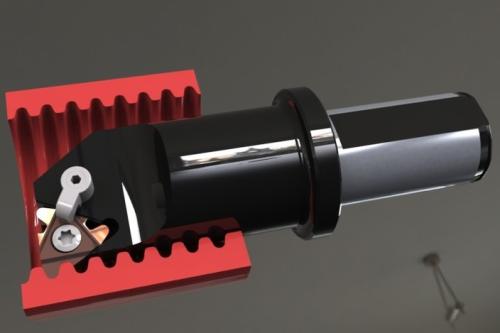
可轉位面銑刀普通形式面銑刀 適于銑削大的平面,用于不同深度的粗加工、半精加工。[詳情]
-

作為全球第三大管理軟件廠商,Infor正在展望更長遠的未來。成立十年以來Infor收購了數十家管理軟件公司,如今Infor希望能夠借助Infor10平臺,整合已有產品,為客戶帶來新一代企業軟件。[詳情]
-

材料、結構和幾何形狀是決定刀具切削性能的三要素,其中刀具材料的性能起著關鍵性作用。國際生產工程學會(CIRP)在一項研究報告中指出:“由于刀具材料的改進,允許的切削速度每隔10年幾乎提高一倍”。[詳情]
-

在提高加工效率方面,減少加工工序,進行復合加工,也是提高加工效率非常有效的手段。 減少加工工序我在同許多制造企業的同行交流時,發現他們通常會比較注重切削的三大要素(切削速度、進給、切削深度),而對減少加工工序卻沒有給予充分的關注。其實,減少加工工序經常會比提高切削參數更為有效。[詳情]
-

高精度的機床、機床上的探測技術及非接觸式對刀技術的發展為模具加工的自動化和快速成型提供了強大的工具。 [詳情]
-
過渡表面(同義詞:加工表面)----工件上由切削刃形成的那部分表面,它將在下一個行程,刀具或工件的下一轉里被切除,或者由下一個切削刃切除。[詳情]
-

隨著國內汽車制造業的快速發展,發動機零部件的機械加工水平不斷提升,為適應激烈的市場競爭,柔性加工生產線(FMS)應運而生。[詳情]
-

2006年10月號的專欄中,我談了自己對“刀具選擇的效率原則和精度原則”的一些看法,今天想繼續就“穩定性原則”和“經濟性原則”談一談。 [詳情]
-

隨著現代科學技術的高速發展,由聚晶金剛石(PCD)、聚晶立方氮化硼(PCBN)等超硬材料制成的刀具品種越來越豐富,其性能也得到不斷發展和提高。[詳情]



