-

某汽車部件生產(chǎn)自動線配用三菱最新C70 CNC系統(tǒng),在對其進行調(diào)試時,出現(xiàn)#2236報警。報警內(nèi)容是X軸“電源再生模塊”的參數(shù)設(shè)置不對。[詳情]
-

有很多例這樣的情況,開機不久,某一伺服電動機就出現(xiàn)“過載”或“過電流”報警,有幾例是如果不驅(qū)動伺服軸,該軸不報警,一旦僅僅做點動運行,也發(fā)生“過載”或“過電流”報警。而實際情況是電動機空載運行。[詳情]
-
基于NX的DIU125FD車銑復合加工中心后置處理的開發(fā)
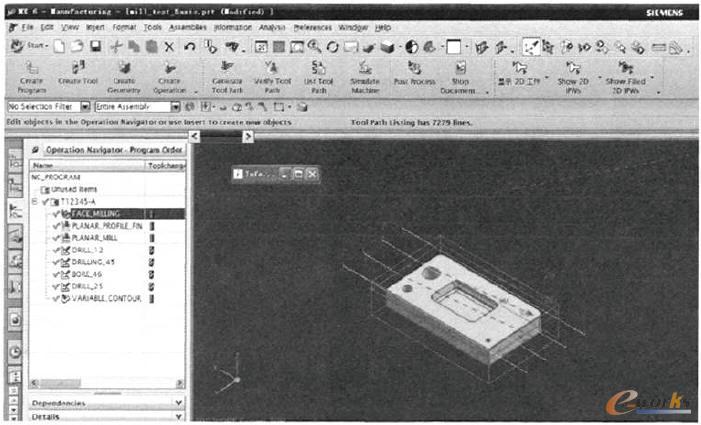
由于現(xiàn)在手工編制數(shù)控程序已經(jīng)逐漸被各類成熟的自動編程CAD/CAM軟件取代,而自動編程過程需要將刀位源文件轉(zhuǎn)換成符合機床本身的數(shù)控指令代碼后才能被機床識別加工,因此需要進行后置處理。[詳情]
-

基于Cimatron E汽車簡易模具的快速分模與數(shù)控編程
在運用CAD/CAM技術(shù)進行汽車沖壓模具設(shè)計過程中,經(jīng)常要依據(jù)經(jīng)過沖壓分析后的沖壓工藝數(shù)模進行分模設(shè)計。傳統(tǒng)的CAD分模過程常常要耗費大量的時間與精力,直接影響了設(shè)計效率。[詳情]
-

加工中心(英文縮寫為CNC 全稱為Computerized Numerical Control): 是帶有刀庫和自動換刀裝置的一種高度自動化的多功能數(shù)控機床。[詳情]
-

目前在線切割機中當系統(tǒng)發(fā)出一個進給指令,經(jīng)驅(qū)動電路功率放大,驅(qū)動電機旋轉(zhuǎn)一個角度,再經(jīng)齒輪減速裝置帶動絲杠旋轉(zhuǎn),通過絲杠螺母機構(gòu)轉(zhuǎn)換為機床的直線位移。機床各個軸的移動速度與位移量由輸進脈沖的頻率與脈沖數(shù)所決定。 [詳情]
-

目前,全球的制造商不斷在關(guān)注在線測量,因為在加工中心上實現(xiàn)實時測量能夠大幅提升生產(chǎn)效率。 [詳情]
-

數(shù)控機床的通信功能越來越受到用戶的重視,本文主要介紹串行口RS422與RS232C的特點及差別,并以美國AB8400數(shù)控系統(tǒng)為例,闡述實現(xiàn)RS422口和外設(shè)RS232C口之間數(shù)據(jù)傳送的方法。 [詳情]
-
五軸聯(lián)動機床后置處理中刀具三維補償?shù)难芯?/a>
隨著當今時代的發(fā)展,數(shù)控技術(shù)的廣泛應用。刀具半徑補償功能已在二軸聯(lián)動的數(shù)控系統(tǒng)中實現(xiàn),且廣泛應用于二維輪廓加工中。[詳情]
-
無論是手工編程還是自動編程,在編程前都要對所加工的零件進行工藝分析,擬訂工藝方案,選擇合適的刀具,確定切削用量。在編程中,對一些工藝問題(如對刀點,加工路線等)也需要做一些處理。因此,數(shù)控編程的工藝處理是一項十分重要的工作。 [詳情]
-

數(shù)控機床是一種技術(shù)含量很高的機、電、儀一體化的高效復雜的自動化機床,機床在運行過程中,零部件不可避免地會發(fā)生不同程度、不同類型的故障,因此,熟悉機械故障的特征,掌握數(shù)控機床機械故障診斷的常用方法和手段,對確定故障的原因和排除有著重大的作用。 [詳情]
-

任何自動化產(chǎn)品用戶的噩夢都會包含以下場景:樣品在試驗過程中被凌空拋下;工作至一半時試劑不足;磁珠被槍頭吸出;設(shè)備機械臂行走過程中"撞墻”等等。 [詳情]
-
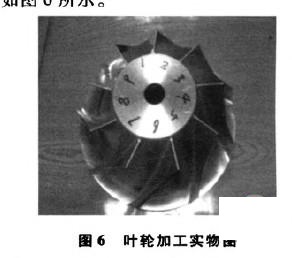
文章介紹了CAM EXPRESS渦輪葉片銑削模塊,專門針對渦輪機組件的機械加工而設(shè)計,其所涵蓋的加工范圍,不僅局限于渦輪葉片,也可用于螺旋槳或其他多葉片旋轉(zhuǎn)式零件。 [詳情]
-

數(shù)控系統(tǒng)內(nèi)置式PLC的FPGA實現(xiàn)方案
為了擴展數(shù)控系統(tǒng)邏輯功能的可編程能力,通常在數(shù)控系統(tǒng)中配置PLC功能。并采用獨立PLC或內(nèi)置式PLC兩種方式。但目前內(nèi)置式PLC一般使用軟件實現(xiàn)。有一套特有的編程與配置方法,這對使用者熟悉新功能提出了額外的要求。現(xiàn)場可編程邏輯器件FPGA具有很強的在線邏輯編程能力。常被應用于實現(xiàn)某些邏輯控制中。 [詳情]
-

基于Renishaw和Delcam的加工中心在線檢測技術(shù)
傳統(tǒng)的零件測量方法常常采用離線測量。需把被測零件從加工設(shè)備轉(zhuǎn)移到測量設(shè)備上,有時在一個加工過程中甚至需要幾個來回,使檢測工件的費用,超過了工件的加工費用。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS555915
- 2中國機器人產(chǎn)業(yè)發(fā)展報告(2019)175825
- 3世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)174907
- 42019世界機器人大會圓滿落幕174855
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)171751
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備164230
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議156503
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠?131152
品專題")
升級")

