-

本文針對傳統繞線機控制精度低、速度低和產品質量差等缺點,以微處理器MC68HC000為核心,采用集中控制、分時處理的工作方式,根據繞線機的特點開發一種具有高精高速的數控系統,驅動脈沖最高速率為500 KPPS,驅動解析度為0.001mm/Pulse。輔以數控系統軟件、繞線機系統開發工具和數控繞線機操作軟件,為繞線機開發提供一個開放式的控制器設計平臺。 [詳情]
-

本文根據當前數控系統所面臨的瓶頸問題,通過介紹數控系統通信的基礎理論,提出了基于網絡的數控管理方法。其中詳細論述了機床網絡的方案設計、組網過程和基于網絡的管理流程。同時,對于數控服務器的軟件開發也做了簡單介紹,實踐表明,"可剪裁、可配置、可重構”在數控網絡應用中是可實現的。 [詳情]
-

隨著用戶對鋼板表面質量要求的不斷提高,軋輥磨床的磨削精度成為制約鋼板質量和板形精度的瓶頸,同時磨輥間減少操作人員數量并提高勞動生產率的要求也越來越強烈,故決定對熱軋2050軋輥磨床進行改造。 [詳情]
-

本文在對數控機床控制原理進行分析與研究的基礎上,通過具體案例詳細介紹了PLC技術在數控機床控制中的應用.舉例說明了通用型臥式數控車床的PLC程序編寫方法.并結合典型實例,對利用PLC實現故障診斷進行了分析。 [詳情]
-

本文分析了在使用PMAO開發數控系統軟件時的關鍵技術以及面臨的問題,提出了在PMAC中進行程序設計的方法和對策。利用集中輸入輸出思想、梯形圖編程方法和布爾邏輯運算,簡化了復雜邏輯PLC程序的設計,提高了程序邏輯的清晰度和可靠性。采用自動插入同步變量的方法,成功地解決了數控加工過程中數控代碼的實時跟蹤問題。[詳情]
-

本文詳述了用PLC控制步進電機實現數控系統的定位控制功能的方法,新型PLC的高速脈沖輸出功能有效地避免了掃描周期的影響,完成快速移動和精密定位。這種方法完全可移植于其他要求精確計數的系統中。所以,這種方法具有廣闊的推廣意義。 [詳情]
-

GibbsCAM軟件的多任務車銑復合加工(MTM)模塊確保充分發掘多任務車銑復合加工機床的潛力
自Pacific Tool公司(位于美國華盛頓州Redmond市)上世紀60年代末成立以來,其工模具工廠在需要多道工序加工方面表現出眾。[詳情]
-

美國國家半導體公司(National Semiconductor Corporation)宣布推出兩款全新的高精度運算放大器。其特點是具有很低的輸入電壓噪聲和較高的準確度,因此適用于以低頻及低供電電壓操作的系統,例如工業和科研重量計、壓力傳感器以及其他低電阻傳感器。[詳情]
-

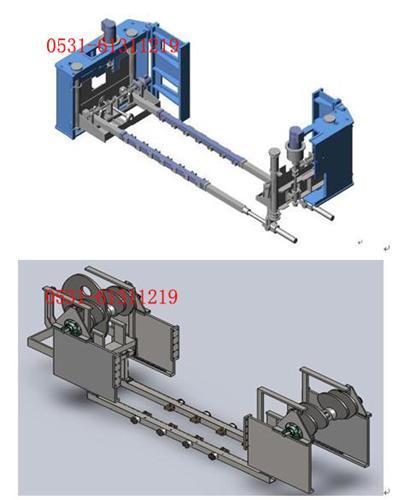
本文針對散熱器多T型管相貫線的連續焊接問題,提出了一種基于PC機和6K運動控制器的雙焊槍自動焊接機數控系統。采用"PC+多軸控制器”的上下位機控制結構,上位機采用Visual Basic編制控制程序,實現系統的管理、控制功能。下位機采用6K4控制器獨有的6000運動語言開發底層的伺服驅動程序,并可由上位機通過以太網接口調用。整個系統能夠完成各軸狀態實時顯示、故障自動診斷、焊接路徑規劃、焊接參數調節等任務。 [詳情]
-
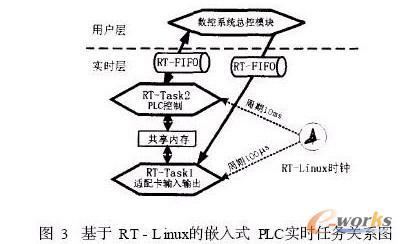
本文以工控機為硬件平臺,利用RT-Linux的實時多任務調度機制,構造了基于RT-Linux的數控系統嵌入式PLC結構,介紹了系統的軟硬件體系以及其實現方法。 [詳情]
-
國內普遍采用五刀法加工Gleason 制的螺旋錐齒輪副,需要5 道工序才能完成大輪和小輪的粗精切,機床生產效率低、調整時間長。[詳情]
-
本文以華中數控系統為控制軟件,對普通車床主軸單元進行數控系統設計,主要包括主軸數控化設計的總體方案擬定、變頻調速系統的設計、主軸PLC控制設計與主軸I/O開關量的設計,主軸數控系統設計后進行PLC調試,運行結果表明,車床主軸加工的穩定性、準確性、快速性比普通車床有較大改善,主軸運行正常。 [詳情]
-
本文分析討論以交流位置伺服控制原理實現的交流伺服自動送料裝置,可用于貨架立柱冷彎成型生產線的在線預沖孔加工工序。也可應用于沖壓自動化生產和壓力機改造過程中的自動送料裝置的設計,該裝置系統具有響應速度快、速度精度高、調速范圍寬、加減速性能好、魯棒性強、控制靈活方便、抗干擾能力強、運行穩定可靠等優點。 [詳情]
-

文章以石板選煤廠自動配謀系統為例,介紹了一種選煤廠多種入洗煤按照配比自動配煤的控制方法以及自動配煤控制系統的構成、上位機控制界面和PLC程序的設計與應用等。 [詳情]
-

葉片的高速五軸銑削是高速切削技術的一個典型應用,切削參數的優化是關系到加工效率和加工經濟性的重要壞節。筆者通過借鑒兩種鋁合金材料的試驗數據來優化高速銑削參數,以提高葉片的加工質量和效率。 [詳情]



