-
SIMATIC S5系列PLC是德國西門子公司八十年代推出的小型可編程序控制器,采用結構緊湊的模塊化設計,性能可靠。由它為核心組成的控制系統在國內一些引進設備上大量采用。隨著使用時間的增長,各類故障也有所出現,本文就比較常見的故障及排除方法作簡單介紹。 [詳情]
-

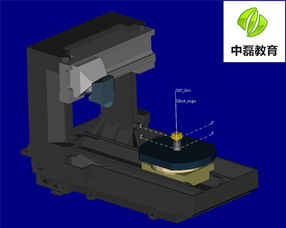
本文針對3 -TPS 混聯機床的電動機參數選擇和零件設計問題,通過在SolidWorks 軟件中建立混聯機床的三維模型,然后把裝配體模型導入到ADAMS/View 里,仿真出各主動桿件的速度和驅動力曲線,獲得了3 -TPS 混聯機床的運動和動力特性,為機床的電動機選擇和機構設計以及控制系統的設計提供了重要依據 . [詳情]
-
直線電機驅動系統具有高推力、高速、高精度、平滑進給運動等特性, 在高檔數控機床上的應用越來越多。極大地提高了高檔數控機床進給系統的快速反應能力和運動精度。分析了永磁直線同步電機在高檔數控機床應用中的一些關鍵技術問題。 [詳情]
-

進行具體工程的抗干擾設計時,要選擇有較高抗干擾能力的產品,采取抑制干擾源、切斷或衰減電磁干擾的傳播途徑和利用軟件手段等措施,提高裝置和系統的抗干擾能力。 [詳情]
-
本文通過對電器注塑模具實際的五軸數控編程加工案例介紹和分析,詳細闡述充分利用五軸數控加工技術的優越性,進而提高電器注塑模具的加工效率和質量,縮短模具的制造周期。 [詳情]
-

本文詳細介紹了NX6.0軟件對葉輪加工的全過程以及加工過程中的注意事項,為同類產品的模型建立和多坐標數控編程提供了設計思路和方法。 [詳情]
-
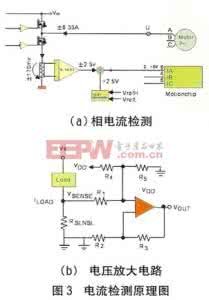
本文介紹了一種基于DSP和CPLD的無刷直流電機(BLDCM)數字化控制系統的設計,利用DSP的高速運算能力和CPLD強大的邏輯功能實現了系統的實時控制并且使得系統外圍電路得到了簡化。根據無刷直流電機的運行特性采用了PID和自適應模糊PID相結合的控制策略。系統仿真表明,該系統具有很好的動態特性和靜態特性。 [詳情]
-
研究所在全數字式交流伺服運動控制器的研究方面有了新的進展,研制了一種基于PC104脈沖序列 控制器。該運動控制器結合靈活的在系統可編程技術和模塊化設計思想,具有高度的開放性和靈活性,系統支持在系統硬件邏輯和功能設計, 運動控制和數字量I/O的PLC控制既可以由上位機實現,也可以由下位機實現。 [詳情]
-
隨著科學技術的不斷發展,在經濟發展中占據重要成分的機械制造以及加工技術也得到了快速的發展。傳統的工藝逐漸被先進的工藝技術所代替,企業要想在競爭日益激烈的今天保證自身優勢,就必須加強對現代機械制造以及精密加工技術的重視程度。本文就現代機械制造工藝以及精密加工技術作出了分析。 [詳情]
-

本文介紹了PLC在數控系統中的主要作用,以華中8型系統數控PLC為例,結合數控PLC在系統中的控制功能,詳細說明了PLC的編程方法,并通過具體實例分析PLC的編程技巧與思路,使CNC系統的功能得到充分發揮。 [詳情]
-
從多軸多刀數控技術的原理分析人手,闡述了多軸多刀數控技術的設備及程序編制等硬件、軟件的國內外研究狀態,在此基礎上,指出其發展趨勢,為進一步的研究及應用提供了理論參考依據。 [詳情]
-
本文介紹了目前CAM軟件2種主流的五軸刀路產生方式,可以看出,hyperMILL代表的依托計算機自動進行干涉避讓的五軸刀路產生方式將引領整個CAM加工的潮流。它不但讓加工更加安全(刀具干涉的自動避讓),保護了客戶昂貴的設備,還降低了對編程人員的經驗要求,并大大提高了五軸編程的效率。 [詳情]
-
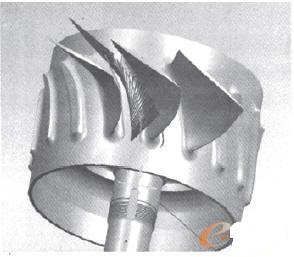
本文研究了開放式整體葉輪數控加量技術。首先分析了該類零件的幾何特點以及加工難點,然后提出了一套適合于開式整體葉輪數控加工的關鍵技術,包括流道可加工性分析、前后緣走刀步長計算以及刀軸矢量的生成及其乎滑處理。比較了分片銑削和整片銑削加工方式,提出采用整片銑削代替接刀痕嚴重的分片銑削加工方式。 [詳情]
-
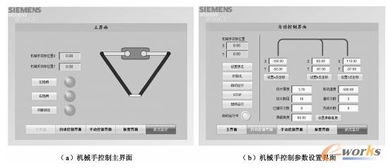
本文以三菱Mitsubishi Q02H PLC 和QD75MH4運動控制模塊及QJ71C24N 串行通訊模塊搭建Delta 機械手的控制系統,研究了并聯機械手的軌跡規劃、控制數據通訊和伺服參數整定等保證機械手性能的關鍵技術,實現了Delta 機械手的運動控制。 [詳情]
-
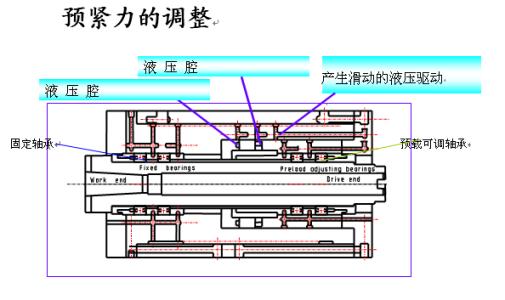
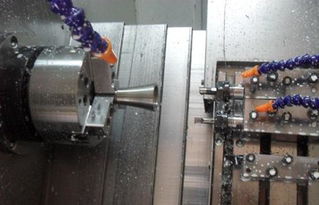
本文介紹一種新型復合高速伺服進給工作臺的驅動結構和控制方法。伺服電動機通過滾珠絲杠副驅動控制進給工作臺的進給移動定位,控制進給移動定位精度;但在進給工作臺與滑板之間又加裝一套由油缸伺服驅動的輔助液壓控制系統。兩套伺服驅動控制系統之間通過相互的協調控制,將改善滾珠絲杠副在高速進給運動中的受力和磨損情況。進而提高滾珠絲杠副進給定位精度。 [詳情]



