-

國內機床產業經過近些年的高速發展,中高檔數控機床產量持續大幅度增長,已經能夠為航空航天、汽車、船舶、能源電力、軌道交通等重點制造領域提供相應產品。應用機床夾具,有利于保證工件的加工精度、穩定產品質量;有利于提高勞動生產率和降低成本;有利于改善工人勞動條件,保證安全生產;有利于擴大機床工藝范圍,實現"一機多用”。 [詳情]
-

隨著新技術在制造業應用的推廣及深入,中國機械行業內外對制造業如何升級轉型的探索也在日益發酵。 [詳情]
-

數控技術專業課程體系是指在一定的教育價值理念指導下, 將數控技術專業課程的各個構成要素加以排列組合, 使各個數控技術專業課程要素在動態過程中統一指向課程體系目標實現的系統。高職教育課程體系目標是培養學生具有某一職業崗位或崗位群所必需的職業能力,具有職業"定向性”的特點。 [詳情]
-
目前,機床領域沿襲了已使用50年的程序模式(基于G代碼),而這種模式在利用互操作性實現與其它軟件之間更簡便的數據交換方面還需提高,而非重新進入或再造信息。[詳情]
-

現在中走絲電火花線切割市場上最近幾年曾經很火的伺服中走絲線切割機,好像時常受限于市場;理論上講,伺服電機結合原來的滾珠絲桿,直線導軌,加上嚴格裝配工藝,這一款機床的機械精度和控制將會上一個新臺階,中國國產的電火花線切割機,也可以搭上這個伺服電機控制高精度這個順風車,但始終不慍不火。[詳情]
-
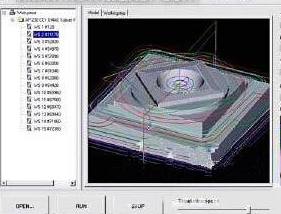
在多軸聯動數控加工中,加工表面就是刀具沿著一條條連續的刀具軌跡切削后包絡而成的,因此刀具軌跡的生成技術是CAM系統中的關鍵技術之一,如何使刀具軌跡長度最短、排列更合理、加工更容易,是口前數控加工研究的一項重要課題。[詳情]
-
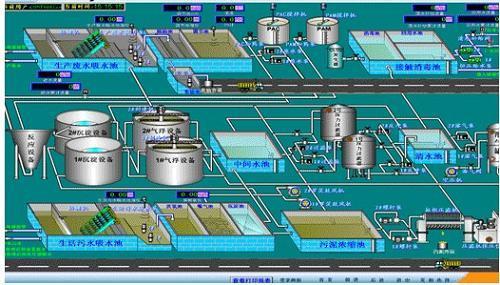
近年來,隨著電子技術特別是電子計算機的廣泛應用,面向工業自動化控制的數控系統的研制和生產已成為高技術領域內迅速發展起來的一門新興技術,它的發展使機械化和自動化有機的結合在一起。[詳情]
-

FANUC1959年首先推出了電液步進電機,在后來的若干年中逐步發展并完善了以硬件為主的開環數控系統。進入70年代,微電子技術、功率電子技術,尤其是計算技術得到了飛速發展,FANUC公司毅然舍棄了使其發家的電液步進電機數控產品,一方面從GETTES公司引進直流伺服電機制造技術。[詳情]
-

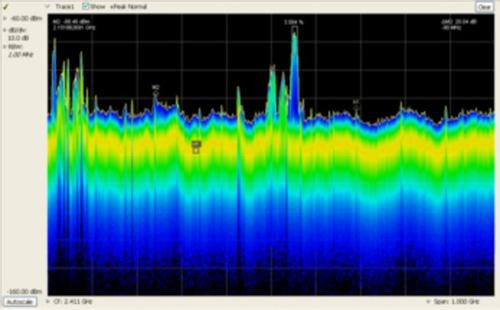
檢測元件是數控機床伺服系統的重要組成部分,它起著檢測各控制軸的位移和速度的作用,它把檢測到的信號反饋回去,構成閉環系統。[詳情]
-

盤形零件因其零件長度與直徑比很大,零件厚度不足導致剛性差,數控加工工藝性不好。零件加工時,在切削力、夾緊力、切削振動等因素作用下,極易加工變形,精度不能保證。[詳情]
-

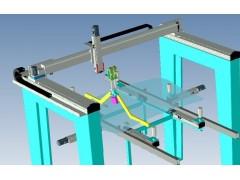
數控機床的各種運動都是執行特定數控指令的結果,完成一次加工過程需要連續執行一連串的數控指令,即數控程序。[詳情]
-
模擬式、混合式、數字式。模擬式和混合式的輸入部分是模擬輸入,區別在于混合式伺服系統的輸入經過數字偏差器后進入模擬調節器。這三種方式的伺服系統都有位置反饋和速度反饋。[詳情]
-

對大型工件進行“完整加工”一直是難題,機床設備的快速發展使這個問題得到解決,并證明了完整加工與大型工件的處理并非相互排斥。人們把焦點都放在水電和壓縮空氣消耗上,卻極少考慮空間使用問題,就生產成本“能效”來講,每平方米所蘊含的生產力其實有著巨大的潛力。[詳情]
-

隨著數控加工技術、精密加工技術的不斷發展,閥體表面尺寸精度及各表面幾何形狀精度已不是閥體加工質量的主要問題,目前已能很好地保證。而作為影響閥體表面質量主要因素的尖邊、毛刺等已成為制約閥體加工質量提高的主要問題。[詳情]




