1.前言
現代科學技術所使用的硬脆材料,如單品硅、功能材料、陶瓷、寶石和光學玻璃等,對這些材料進行超精密加工,并獲得很好的面形精度和超光滑表面部是很難的。近代剛剛趨于成熟的金剛石切削技術對此也無能為力。
解決這些材料的加工問題還是不斷改進的傳統工藝方法,或是在傳統工藝方法上又加入新的工藝手段,因為科學的發展對加工精度和表面質量的要求愈來愈高,傳統工藝方法已經很難應付了。對硬脆材料實行超精密加工并不斷的提高加工精度,提高加工效率,是我們沒法回避的問題,為此人們把不同的物理過程、不同的化學過程應用于加工工藝中,如離子束加工是一種非常好的加工方法,離子束拋光可達到很高的水平,但這項技術的開展工作需要很多的資金投入和做深入的研究工作。本文從另外角度考慮問題,從改變加工環境溫度考慮問題。在金剛石超精密加工技術的發展過程中,就有人研究過金剛石低溫切削技術,出現了一些新現象,例如在低溫條件下,金剛石可切削黑色金屬并獲得很好的表面質量。那么,在低溫狀態下,對光學材料進行拋光,又會產生那些新現象,是否能提高加工精度和加工效率,我們通過實驗作了一定程度的探討,下面簡述之。
2.低溫拋光的概念
溫度是一個物理量,世界上的各種物質在其所在的環境中都表現出具有一定溫度,溫度的高低和物理熱有關,熱的本質是物質中的原子不斷振動的一種表現,溫度高表示其組成原子很混亂,低溫狀態下原子可以秩序井然。高溫可以達到很高的程度,原子的混亂不斷加大,物質由固體變成液體,再由液體變成氣體。而低溫是有限的,—273.15℃是絕對溫度零度,表示為0K因而常溫一般在300K左右,0℃是273K。低溫是指0℃以下,即273K以下的溫度范圍。自然界有低溫物質和低溫環境,在實驗室獲得低溫要人工制冷,對我們搞低溫拋光來說,就是使被加工的光學材料和加工空間達到并保持所需的低溫。各種物質在低溫環境中,隨冷凍深度的不同,物質表現了不同的特性,在低溫應用工程的研究中,有人把環境溫度低到123K(一150℃)稱為普冷區,把123K到OK(一273. ℃)稱為深冷區。我們的工作是在零下一30~一50℃的環境中進行的,光學材料在低溫狀態下的加工特性是我們要研究的,在低溫狀態下進行光學拋光,要解決低溫狀態下的拋光模、工件和工藝過程的低溫環境等問題,由于冷凍深度較淺,所以我們叫這種拋光方法為淺低溫拋光。
3 .拋光模和拋光波
3.1拋光模層
在切削加工中采用低溫技術可用干切法,即切削時不加冷卻液。在磨削加工中采用低溫技術,最困難的事可能莫過于低溫磨削液了,因為找到一種在0℃以下仍具有良好的流動性的磨削液絕非易事。一般水溶性磨削液在5℃,非水溶性磨削液在一5℃時流動性就很差了。我們一直在努力尋找一種能避開這種困擾的方法,日本學者橫川和彥在研究磨削技術的過程中,從改善加工環境的目的出發,提出了向加工區噴射冷空氣的想法,大森整做了冰凍砂輪實驗,這些都很有創造性對我們很有啟發。在光學冷加工中。
水作為磨料的載體同時也是冷卻劑,無論是散粒磨料還是固著磨料拋光中都離不開水,所以還是要在水上想辦法。
傳統的光學拋光一般使用鑄鐵盤,表面致以拋光模,敷料中最常用的是瀝青,還有錫、絨布和聚氨脂等,教以瀝青的拋光盤可以做出一個準確的外部幾何形狀,例如平面、凹球面和凸球面,然后在其表面上雕刻出縱橫溝槽,形成許多個小方塊,溝槽可以容納磨料和拋光液,許多個小方塊和工件相接觸并相對作滑動運動,在磨料的作用下,形成對工件的切削運動,產生我們所要求的拋光效果。若在低溫下拋光,必需創造低溫環境條件,包括把瀝青盤或錫盤冷卻到所要求的低溫,然后進行低溫下拋光,但低溫下的瀝青和錫會有那些新特點,是需要我們解決的問題,我們沒有這樣作。
我們走的是另外一條路:把拋光液冷凍在拋光盤上,形成一個冰的拋光模層,這樣我們可以得到一個同樣形狀準確的拋光模層,例如一個平面的拋光模層。即和鑄鐵盤瀝青模層完全一樣的拋光模,它本身含有磨料類似固著磨料磨盤,當冰模層和工件相接觸并做相對運動時,就產生切削運動,就產生拋光效果。同時,可根據加工材料的不同調整冷凍深度來調整冰模層的硬度。
3.2拋光波
光學拋光中使用的磨料很多,例如Al 2 O 3 、 CeO 2 、Gr 2 O 3 和SiO 2 等等,拋光使用的磨料粒度、磨料粒子的形狀都直接影響拋光效果,磨粒的形狀,不同磨料是不一樣的,磨料粒度還是細的好,最好選用納米(nm)級磨料,根據被拋光材料的不同,對表面質量要求的不同,適當地選用不同種類、不同粒度的磨料。
磨料加水形成的懸浮液,就是我們拋光工作中使用的拋光波。這種懸浮液可能呈弱堿性或弱酸性, pH值可隨時調整,主要是使在拋光過程中不至于腐蝕工件。懸浮液中要求磨料具有良好的分散性,不能結團,所以要在懸浮液中加入分散劑。磨料粒度的均勻一致是比較難達到的,主要是限制大顆粒,防止表面被劃傷。
冷凍磨料懸浮液,由液體變成低溫固體需要一個冷凍的時間過程,這個時間過程應盡量縮短,以防冷凍過程中磨料的沉積所造成冷凍后的冰拋光模層底層磨料很集中,而上層磨料相對較少。對于大于μm量級的磨粒,在分散介質中作勻速運動,按 Stokes定律,其沉降速度
其中,d為顆粒半徑,g為重力加速度,μ為分散介質粘度,δ,δ'分別為顆粒和分散介質密度。
當顆粒很小時,沉降速度很慢,例如顆粒半徑為1μm在不同的分散介質中,其沉降速度為3—5μm/S。在冷凍的過程中,由于時間很短,不致于產生沉積現象。
對于納米(nm)級磨料,理論上都屬于膠體顆粒,實際上總是懸浮在液體介質中,沒有沉積作用。所以,我們可以制成顆粒均勻、分散性良好的低溫固體拋光模層。近年來發展的溶膠——凝膠(Sol——Gel)技術給我們提供了所需要的磨料,本實驗使用SiO2作磨抖制作拋光波。
4.低溫拋光實驗
實驗是在常溫實驗室內進行的,拋光盤冰模層溫度在-30~-50℃之間,工件做低溫預處理,加工區加罩并通入CO2氣或放入干冰環境溫度在一20℃左右,若加工區不做溫度控制,就在常溫下亦可進行低溫拋光實驗,只是拋光的冰模層消耗的很快。
拋光實驗的光學材料有單晶硅片、微晶玻璃、 Zerodtur、K 9 玻璃及金屬基鍍鎳層等。
4.1單晶硅片
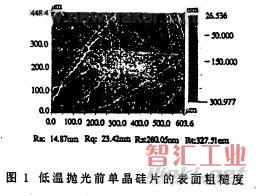
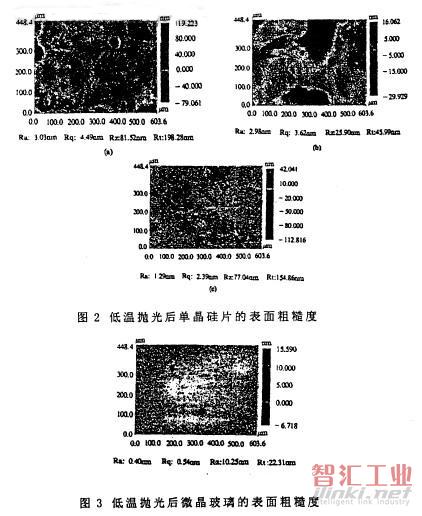
預加工后,被拋光的硅片的表面粗糙度 Ra在10nm量級,例如 Ra=14.87nm如圖1所示,然后進行低溫拋光,主軸轉速250一300rpm,拋光約為70分鐘,幾個工件的拋光效果分別為 Ra=3.03nm,Ra=2.98nm,Ra=1.29nm,如圖2所示。
4.2微晶玻璃, Zerodur,K 9 ;玻璃
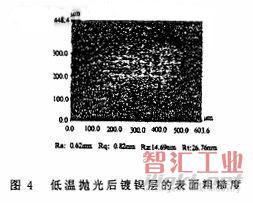
Zerodur是德國微晶玻璃牌號,K 9 是中國光學玻璃牌號,相當于國外牌號的BK 7 ,是一種常用的光學玻璃,國產的微晶玻璃近年來也得到了廣泛應用,這些都是有代表性的常用的光學玻璃。低溫拋光實驗表明,對這些基本光學材抖,低溫拋光的效果都很好,表面粗糙度 Ra都能打破nm量級,進入 A量級,例如其中的 Zerodur Ra=O.4nm,如圖3所示。被拋光的工件是一個直徑為30mm圓形基片,平面度為λ/20。
4.3金屬基鍍鎳層
金屬鏡常選用質地輕的金屬,表面鍍銀拋光后作反射鏡用,鎳層拋光是光學的常見工藝,我們做了低溫拋光實驗。工件毛坯預處理后, Ra=2.11nm,然后做低溫拋光,我們分別在 t=40、100、150、210、390、500和560分鐘時對表面粗糙度做了測試,結果為Ra=1.73、1.34、1.12、0.88、0. 73、0.68和0.62nm,可以看出表面粗糙
度隨拋光時間的加長 Ra在下降,如圖4所示為最后測量值。(本實驗因當時測試儀器故障沒繼續作)
5 .對比實驗
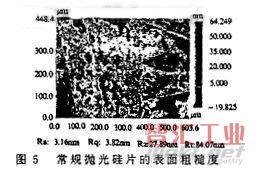
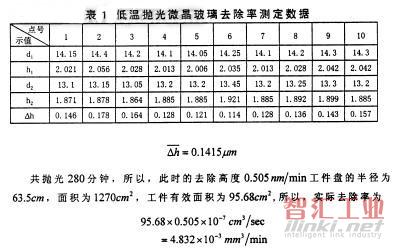
為了評價低溫拋光的優劣,我們做了同一工件材料、用同樣粒度磨料,目前常用的瀝青盤拋光和低溫拋光的對比實驗。單晶硅片:毛坯的粗糙度 Ra=12.04nm主軸轉速60rpm經過 16小時拋光后工件表面達到 Ra=3.16nm,如圖5所示。
微晶玻璃:同樣,經過較長時間的拋光,也能接近低溫拋光的表面粗糙度水平。金屬基鍍鎳層:實驗表明瀝青盤常規工藝的去除率高于低溫拋光的去除率,粗糙度亦能達到同樣量級。
對比實驗結果分析:從實驗結果看,淺低溫冰模層拋光得到了較好的拋光效果,拋光效率也比較高的實驗結果,我們認為:
(1)淺低溫拋光時,拋光磨料被固著在冰模層里,是“固體”,所以可適當提高工件主軸的轉速,例如提高到每分鐘幾百轉,而普通傳統拋光機器轉速是受到限制的,否則磨料外溢,反而效果不好。
(2)冰模層和工件相接觸并作相對運動產生切削作用,不斷的去除工件材料。另一方面冰模層和工件接觸摩擦生熱,冰模層不斷熔化,在冰和工件之間形成一層水膜。這時和常規拋光相似,磨料以波動方式對材料進行去除,同時,未熔化的冰中所含的磨粒還有固著磨料的切削作用,直到磨粒脫落。所以,低溫拋光的切削作用大于普通瀝青盤拋光的去除作用,所以,冰模層拋光效果和去除率都比較好。
(3)淺低溫拋光,我們使用的拋光模盤溫度在一30~一50℃。拋光過程中,拋光模盤、工件都在我們人為創造那個小低溫空間內,但工件和冰鎮層的接觸面上,由于生熱而形成的某種高溫,還原了拋光波的液體狀態,拋光液對工件的水解作用照常進行,水解作用有利于材料的去除,所以和常規拋光一樣,低溫拋光同樣是機械化學拋光。
6.材料去除率測定
對光學拋光工藝來說,測量給定條件下的材料去除率是一件很不容易的事,因為光學拋光在一段工藝過程之后,表面去除量甚小,這勢必要求測試儀器具有非常高的分辨率和很嚴格的測量重復性,這對采用常規方法無疑是非常困難的。難波在他們的拋光實驗中采用了努氏(Knoop)硬度計來測量去除率, Hader和 Weis提出了一種在樣件上切出一個微米(μm)量級的平滑的溝槽的方法14,即在每次拋光后,用輪廓儀去測量溝槽深度的變化進而計算出材料被拋光的去除率。我們根據我們的條件,低溫拋光材料去除率的測定是在 MVK—E型顯微硬度計上進行的。
顯微硬度計主要是用來測試各種材料的顯微硬度(Hv)其測頭為金字塔式四方棱錐,相對面銀角為136℃,當以不同負荷壓材料時,被測材料表面形成一個有一定深度的四方棱錐形的孔。所以,我們在拋光的樣件上先壓上四方棱錐形孔的壓痕,每次拋光后,測量錐孔對角線長度的變化,就可求得錐孔深度的變化,最后換算出拋光材料的去除率。
設對角線長度為di,四方形錐孔的邊長為ai,則每次拋光后的錐孔高度為
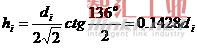
所以,測量每次拋光操作后的di就可相應計算出hi,就可求出其變化,如圖6所示,最后計算出材料的去除率。
我們在一個工件盤的不同位置選取三塊樣件,每塊樣件又選三個不同位置做棱錐孔壓痕(其中一塊做四處),每次拋光后計量di,共十個點作統計平均值。
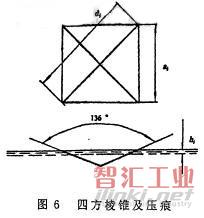
這里有兩個問題,1.顯微硬度計的壓痕是很淺的,但材料的變形使壓痕后在邊緣處有隆起出現,所以,在第一次開始計量前,必須把隆起去掉。2.MVK—E型顯微硬度計的觀測顯微鏡放大倍數為400×,位移刻度格值為1μm,這給觀測帶來困難和分辨率不高。所以,我們的每次拋光操作務必使di的變化量大于 1μm,以減少視值誤差,同時,還壓出不同深度的壓痕作校準之用,盡量減少偶然誤差,佼測試結果基本正確。實驗數據:我們的實驗是分別對微晶玻璃和金屬基鍍鎳層進行的,表1是微晶玻璃的一組測試數據。
更換磨料后,繼續做實驗,另一種磨料材料的去除高度為1.52nm/min去除率為14.54×10 -3 mm 3/min。一組金屬基鍍銀層工件低溫拋光測得材料的去除高度為0.2nm/min比微晶玻璃還低。為了對比,我們又分別做了鍍銀層和微晶玻璃的常規瀝青模層拋光實驗,結果是瀝青模盤拋光金屬基鍍鎳層的去除高度、去除率都比冰模層低溫拋光高。另一方面,瀝青盤拋光微晶玻璃的去除高度、去除率都不及低溫拋光。這一結果是很有趣的。
測試結果我們認為低溫冰模層拋光微晶玻璃和金屬基鍍鎳層,其去除率都很低,因而能拋出超光滑表面。光學材料拋光的去除串,在轉速、擺角及壓力本變的情況下,仍是一個變數而不是常數,例如,當由一種磨料更換為另一種磨料時,或磨料由粗變細時,剛開始時測得的去除率和以后測得的去除率不一樣。
7 .結論
在常規光學工藝中加上溫度效應,利用拋光波加水冷凍結冰,形成“固體”的拋光模層,替代傳統的瀝青盤或錫盤等拋光模層,這是一種新的嘗試。從對幾種常用的光學材料的拋光效果來看:
(1)我們所進行的冰拋光模層淺低溫拋光實驗,表明這種拋光方法具有散粒磨料和固著磨料拋光的兩種效果,可以提高工作效率,易于控制面形并得到了 Ra在 A量級的超光滑表面。
(2)這種拋光方法由于低溫冷凍深度很淺,冰模層制作簡單,在常規工藝中不增加設備,適當創造低溫條件就可實現,在某些方面具有實用價值。
(3)低溫物理是近年來非常活躍的研究領域,1998年的物理獎就是低溫條件下量子行為的研究成果。在低溫條件下,特別是在OK附近的深冷溫度區內,會發生許多新奇現象,值得深入研究探索,對于工藝技術工作者來說,在深冷區的條件下,被加工的光學材料會有那些新的性質、加工會有那些新現象、表面質量有那些新的效果,有條件是值得深入研究的新問題。本項目為應用光學國家重點實驗室資助項目。
(審核編輯: 智匯小新)
分享



