數控曲線磨床廣泛應用于液壓馬達定子和其它高精密機械的齒輪、軸承、凸輪的磨削加工,精準度要求非常高。數控曲線磨床的CAM編程以前都使用國外軟件或手工編程,但手工編程效率低下容易出錯,而且國外軟件不但價格昂貴,操作復雜,很難上手。為幫助工程師更高效進行CAD/CAM設計加工,高性價比的三維CAD/CAM一體化軟件,中望3D 2014SP新版即將推出。由于中望3D內嵌了高效智能的CAM編程系統,對比國外其他三維CAD軟件,易學易用,操作簡便,尤其是升級的中望3D 2014SP新版,更能為數控曲線磨床提供更好的解決方案。下面以液壓馬達定子(圖1)內壁為例,介紹一下中望3D CAM在數控曲線磨床上的高效應用。
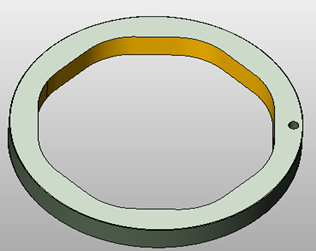
圖1:用三維CAD中望3D進行數控曲線磨床的CAM加工
1,首先用中望3D打開液壓馬達定子圖檔,快速進入中望3D的加工方案(圖2)。
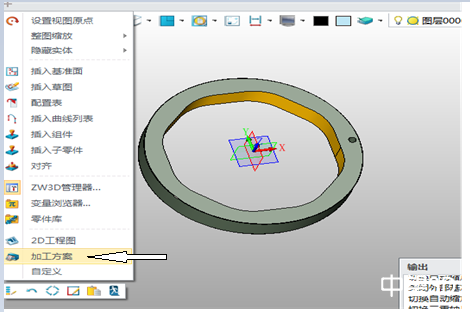
圖2
2,然后插入工序類型,選擇輪廓切削(圖3)。
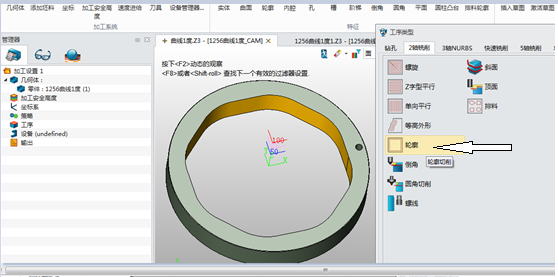
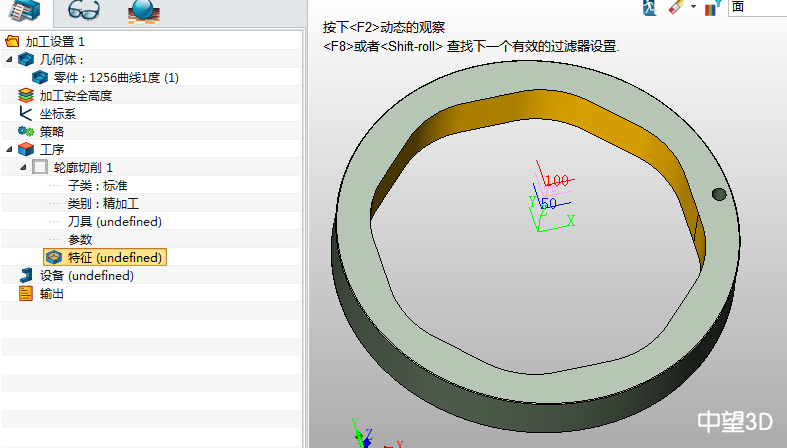
圖3
3,添加加工特征,選擇輪廓(圖4)。
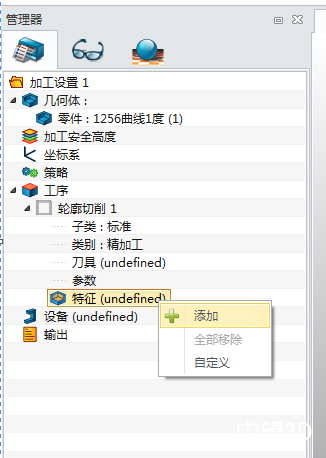
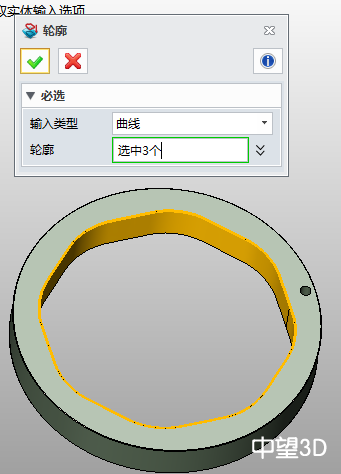
圖4
4,在刀具類型中,輸入數控曲線磨床砂輪的直徑(圖5),也可把常用砂輪的直徑輸入庫中,方便以后調用,可以大大提高設計師的工作效率。
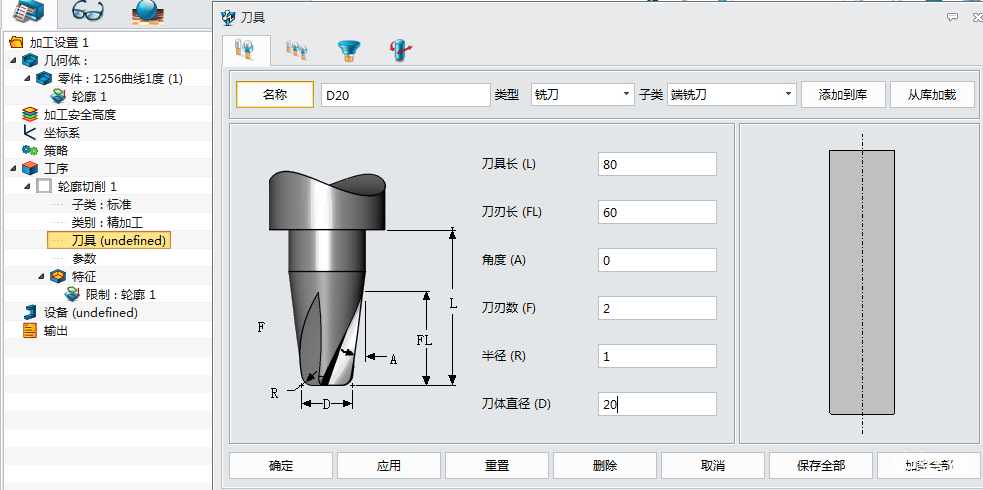
圖5
5,設置輪廓切削的主要參數(圖6),刀軌公差設置為0.005,一般根據加工的需求精度確定側面余量數值,切削數(加工幾次),下切步距等,操作簡單。

圖6
6,設置輪廓切削的限制參數(圖7),刀具與邊界相切,加工Z值的數值,檢查面。
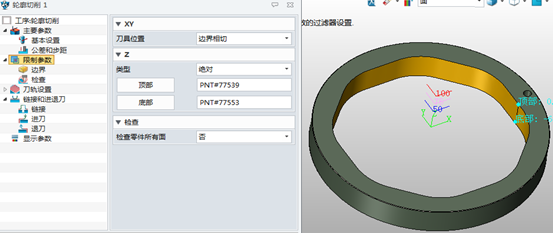
圖7
7,設置輪廓切削的刀軌參數(圖8),切削方向是順銑,切削順序是逐層優先,輪廓邊是左邊,清邊方式無,凸形轉角凹形轉角是圓角。
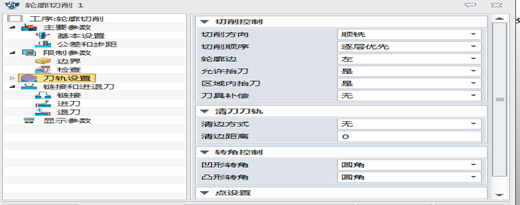
圖8
8,設置輪廓切削的鏈接和進退刀參數(圖9),進退刀模式設為智能,進退刀設為圓弧進退刀,進刀重疊2.5MM,重疊距離0.5MM,所有參數設置后,計算刀軌即可,靈活方便。
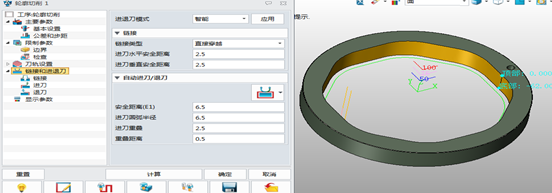
圖9
9,進行刀軌仿真,確認加工進行效果(圖10),提高后期CAM加工的精確度。
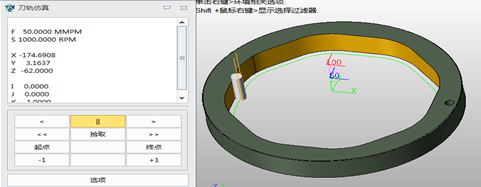
圖10
10,在設備管理器,輕松選擇專用的數控曲線磨床進行后處理(圖11),保證工程師的工作質量。
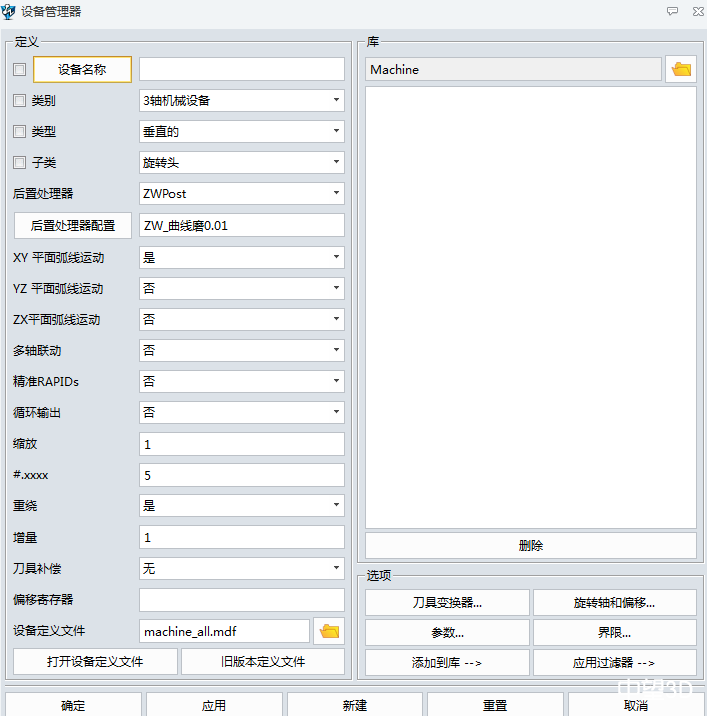
圖11
11,快速輸出NC程序(圖12),節省工程師時間的同時又提高了工作的準確性。
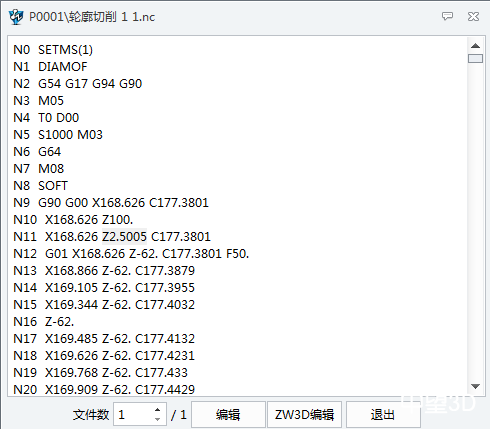
圖12
(審核編輯: 智匯胡妮)
分享



