0 引言
后置處理是數控加工自動編程中需要考慮的一個重要問題。將原刀位數據文件轉變成指定機床能執行的數控程序的過程稱為后置處理。實踐證明,直接利用Cimatron、NX、CATIA等通用后置處理器生成的NC代碼一般都要經過大量的修改才能用于數控機床加工,這就嚴重影響了生產效率。況且在修改過程中避免不了存在漏改或者錯誤等情況,這樣會導致數控加工不能安全、可靠地進行。為提高自動編程效率,充分發揮加工設備優勢,本文在Cimatron通用后置處理器的基礎上,用VB6.0編程語言針對XH715D四軸加工中心和配置的HNC-22M數控系統開發了專用后置處理程序,并通過產品加工驗證了該程序的正確性。
1 后置處理軟件的開發思路
本軟件的功能定位在將CimatronE自動編程模塊前置處理生成的APT刀位數據文件轉換為HNC-22M系統的G代碼,適用于加工中心XH715D的數控加工。
軟件的設計指標:
(1)兼容CimatronE版生成的APT文件,支持CimatronE文件的檢測,并能對3軸和4軸APT文件進行識別及后處理;
(2)實現基本的后置功能,除支持直線插補外,還支持圓弧插補運動,包括整圓輸出;
(3)支持程序的整體偏移和旋轉;
(4)支持自動換刀以及動態速度F的實現;
(5)在VB6.0環境下開發,采用WINDOWS通用界面,操作簡單;
(6)支持鉆空循環指令的輸出。
2 后置處理算法的數學基礎
在圖形顯示過程中,一般來說,需要對圖形進行平移、放大縮小、旋轉等基本的幾何變換操作。圖形的平移、放大縮小、旋轉從數學上看都是幾何性質的“變換”,故又稱之為圖形的幾何變換。這一類變換主要是通過矩陣代數中的齊次變換矩陣方法得以實現的。這里簡要介紹下平移和旋轉變換。
2.1 平移變換
平移變換是指立體在空間沿X、Y、Z三個方向移動一個位置,而立體本身的大小和形狀并不改變。齊次變換矩陣為:
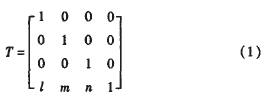
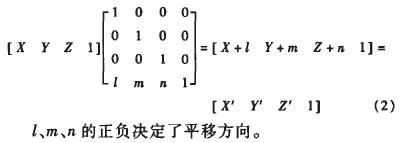
空間一點(X Y Z)在X、Y、Z三個方向的平移量分別為l、m、n,其平移變化結果為:
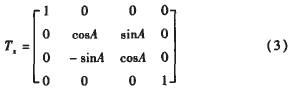
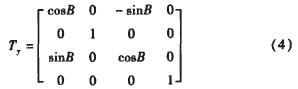
2.2 旋轉變換
三維旋轉變換指空間立體繞某一軸旋轉一個角度θ(=A,B,C)。θ角度的正負按右手法則確定:右手大拇指指向旋轉軸的正向,其余4個手指的指向即為θ角度的正向。
(1)繞X軸旋轉A角
(2)繞Y軸旋轉B角
(3)繞Z軸旋轉C角
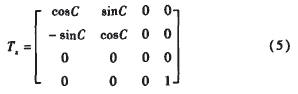
以上簡單介紹了后置處理算法中所要用到的數學基礎,特別是三維基本變換矩陣的組合,它是推導四坐標數控加工后置處理算法的關鍵所在。
3 XH715D四軸加工中心后置處理算法模型
對于四坐標數控加工,刀位原文件中刀位的給出形式為刀心坐標和刀軸矢量,在后置處理過程中,需要將它們轉換為機床的運動坐標,對于不同類型運動關系的數控機床,該算法是不同的,本文以XH715D加工中心為例以數學問題求解的形式來討論后置處理算法。該機床是立式加工中心,旋轉軸是X軸,因此計算A角。
Y-Z平面內坐標變換及A值的計算

圖1 刀具中心和刀軸矢量圖
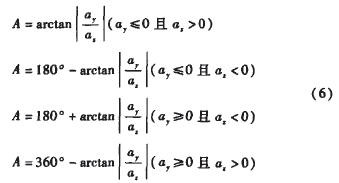
由CimatronE生成的刀位文件(CL)設刀心C在工件坐標系中的坐標為(X、Y、Z),刀軸矢量α(為單位矢量)在工件坐標系中為:(αx,αy,αz),由于是在Y、Z平面內的坐標變換,因此X值和αx在此處暫時不用。因為實際機床加工時,刀具是不會相對于X軸旋轉的,刀具中心線是始終與YOZ平面平行的,只是工件在相對于X軸旋轉,為此我們首先必需將工件坐標系旋轉一定的角度,使YOZ平面與刀具中心線平行。為方便旋轉角度的計算先將刀軸矢量的起點移到工件坐標系的原點,如圖2所示,旋轉角度的計算是從Z軸開始的,將刀軸矢量α的轉動轉化為刀具相對于工件的轉動(因為機床的運動指的是刀具相對于工件的運動):使刀具相對于工件繞X軸逆時針轉動A角(逆時針旋轉可保證轉動角A的值為正)(A值亦可取負值,只不過工件在機床上第一次旋轉是順時針轉動而已)A值的計算如式(6):
當αx=0時,A值分別為以下兩種情況:
A=90°(αy<0且αx=0)
A=270°(αy>0且αx=0)

圖2 刀軸旋轉角度A值計算
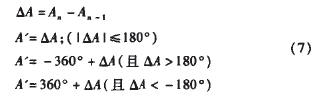
此時計算出的A值為相對工件坐標系的絕對坐標值,為使處理出的程序為相對坐標編程,必須采用前后角度相減獲得相對值A,而相對值有可能超過±180°,實際葉片加工的程序除選擇工件坐標系后的第一個A值是任意值(A≤360°),根據不同角度位置需做特殊處理。例如有一個A值是1°,緊跟下一個A值是359°,此時△A=358°,而實際上我們要求工件轉動-2°,而不是358°。設處理出的NC程序中的相對轉動角用A'來表示,則A'的計算如式(7)。
按(式7)計算出工件相對工件坐標系需轉動的A值后,由于坐標系的旋轉使得刀心點的坐標值發生改變,因而現在必需計算坐標系旋轉一個A后刀心點的坐標值,旋轉后刀心點的Y坐標值才是NC程序中所需的絕對坐標編程時的Y值,而旋轉后的Z值還需在后面做一次擺動計算。在平面中工件繞X軸旋轉一個A值的變換矩陣為式(8),式中的A值是按式(7)計算出的A值。
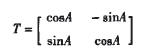
則按變換矩陣變換后的坐標值(Y'Z')為:

將其展開就得式(8):

如圖2所示,刀軸矢量方向與Z軸的夾角為A,當工件坐標系旋轉一個角度A值后,此時刀具中心線與YOZ平面平行,刀心坐標從(Y,Z)旋轉到了(Y',Z')。完成上述旋轉計算后刀位點的坐標在三維空間下就由(X、Y、z)變成了(X、Y'、Z')
完成上述計算后,還需將計算所得的X Y Z坐標值前后相減獲得增量值。
4 軟件設計界面
軟件界面如圖3所示。提供APT文件和G代碼文件路往的編輯框,并采用了windows系統內置的打開文件和保存文件等對話框;另有XYZ軸和A軸的偏移補償、動態速度,的初始化等內容。由于后置處理軟件使用頻繁,界面設計上盡量方便使用者,如APT文件經過后處理軟件轉換成G代碼后,所得G代碼自動覆蓋了原來的APT文件,這樣就意味著G代碼文件路徑跟APT文件路徑一樣。

圖3 軟件界面
5 實驗驗證
開發的后置處理程序,對多個復雜曲面零件的加工刀軌文件進行后置處理,輸出的數控加工程序應用于XH715D四軸加工中心進行加工,驗證了該后置處理程序的正確性。
下面是以葉片進行后置處理后生成的部分數控加工程序代碼:
6 結束語
通過后處理軟件CEPP的開發和應用,解決了車間數控加工中的急需,提高了生產效率。同時,也積累了多軸后置處理軟件的開發經驗,將為后續通用后置處理軟件設計以及五軸以上的專用后處理軟件的開發打下了堅實的基礎。
(審核編輯: 智匯小新)
分享



