4 落地鏜床保護(hù)部分控制的PLC改造
1)急停保護(hù);該機(jī)床設(shè)有三個(gè)急停按鈕,分別為SBO(電柜面板上)、SB1(床身上)、SB2(操作站上)。便于緊急情況下使用。急停報(bào)警時(shí)系統(tǒng)立即停止所有運(yùn)行設(shè)備。急停信號(hào)除了跟急停按鈕關(guān)聯(lián)外,還與柜內(nèi)冷卻風(fēng)機(jī)電源,離合器和電磁閥電源、相序保護(hù)器有關(guān);
2)電機(jī)保護(hù):每臺(tái)電機(jī)都有短路、過(guò)載保護(hù);
3)氣壓保護(hù):檢測(cè)氣壓是否達(dá)到額定值;
4)液壓系統(tǒng)保護(hù):有油位檢測(cè)、壓力檢測(cè)等;
5)潤(rùn)滑系統(tǒng)保護(hù):除潤(rùn)滑系統(tǒng)中每臺(tái)電機(jī)的保護(hù)外還有潤(rùn)滑油溫檢測(cè)、流量檢測(cè)、過(guò)濾器阻塞檢測(cè)等:
6)直流電機(jī)保護(hù):驅(qū)動(dòng)器檢測(cè)到電機(jī)異常(如過(guò)流、過(guò)載和過(guò)壓等)時(shí)報(bào)警,并對(duì)直流電機(jī)的勵(lì)磁電流進(jìn)行檢測(cè),異常時(shí)報(bào)警:
7)信號(hào)異常保護(hù):當(dāng)系統(tǒng)發(fā)出指令后,如果未收到反饋信號(hào)則報(bào)警發(fā)生。如系統(tǒng)松開(kāi)Y軸制動(dòng)電磁閘,電磁閘松開(kāi)的信號(hào)未反饋則報(bào)警發(fā)生;
表2 落地鏜床輔助部分I/O地址分配表
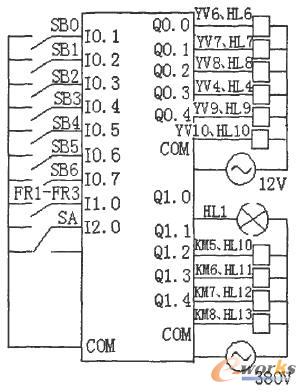
圖3 落地鏜床保護(hù)部分PLC外部接線
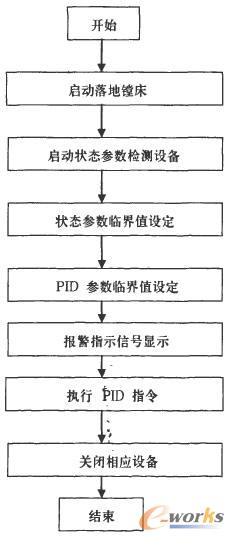
圖4 落地鏜床保護(hù)部分PLC程序流程圖
8)超時(shí)保護(hù):設(shè)備在設(shè)定時(shí)間內(nèi)未完成相關(guān)的動(dòng)作時(shí),系統(tǒng)報(bào)警。如X軸松開(kāi)閥打開(kāi)5秒鐘后沒(méi)有接收到限位開(kāi)關(guān)動(dòng)作的信號(hào)時(shí)發(fā)出報(bào)警;
9)編碼器保護(hù):系統(tǒng)檢測(cè)到計(jì)數(shù)模塊或編碼器異常(如斷線、短路等)時(shí)報(bào)警;任一報(bào)警發(fā)生時(shí),觸摸屏上會(huì)顯示出當(dāng)前報(bào)警的內(nèi)容,系統(tǒng)自動(dòng)停止相關(guān)的設(shè)備。
進(jìn)給運(yùn)動(dòng)的PLC控制程序設(shè),落地鏜床進(jìn)給運(yùn)動(dòng)控制設(shè)計(jì)主要實(shí)現(xiàn)進(jìn)給電機(jī)的正轉(zhuǎn)、反轉(zhuǎn)、正向和反向點(diǎn)動(dòng)以及轉(zhuǎn)動(dòng)速度可控調(diào)節(jié)等動(dòng)作,PLC共計(jì)輸入需12點(diǎn),輸出需12點(diǎn),落地鏜床輔助部分I/O地址分配情況如表2所示,落地鏜床輔助部分PLC外部接線如圖3所示。
控制程序設(shè)計(jì)通過(guò)控制面板的轉(zhuǎn)換開(kāi)關(guān)SA,電氣控制系統(tǒng)可實(shí)現(xiàn)手動(dòng)/自動(dòng)復(fù)位控制。為了實(shí)現(xiàn)落地鏜床保護(hù)部分的準(zhǔn)確控制,程序采用了PID算法。程序流程如圖4所示。
落地鏜床其余部分的控制可以按照同樣方法得以實(shí)現(xiàn)。
5 結(jié)束語(yǔ)
通過(guò)實(shí)驗(yàn)運(yùn)行結(jié)果表明,將PLC技術(shù)應(yīng)用于落地鏜床能夠節(jié)約大量的電氣元件、導(dǎo)線以及原材料,同時(shí)可以提高落地鏜床的可靠性、操作更加方便、靈活,調(diào)試簡(jiǎn)單,從能夠減少落地鏜床控制系統(tǒng)的設(shè)計(jì)時(shí)間,有效地節(jié)省了維修工作成本,改善了落地鏜床加工零件的合格率,極大地提高了落地鏜床的經(jīng)濟(jì)效益。
(審核編輯: 智匯小新)
分享
品專(zhuān)題")
升級(jí)")
題")
題:機(jī)器人與智能制造")